 首頁(yè)
首頁(yè)



螺桿壓縮機(jī)轉(zhuǎn)子間隙調(diào)整方法與步驟,空壓機(jī)廠家
作者:Denair??來(lái)源:德耐爾空壓機(jī)??時(shí)間:2019-09-17 13:14??點(diǎn)擊:次
螺桿壓縮機(jī)(本文主要討論的是工藝螺桿壓縮機(jī)和干式無(wú)油螺桿壓縮機(jī))軸承、軸封等零部件的檢修與離心式壓縮機(jī)大致相同,其檢修核心要點(diǎn)在于通過(guò)同步齒輪實(shí)現(xiàn)對(duì)陰、陽(yáng)轉(zhuǎn)子嚙合間隙比率調(diào)整與控制。螺桿壓縮機(jī)陰、陽(yáng)轉(zhuǎn)子實(shí)際上就是一對(duì)相互嚙合的斜齒輪,因此,將同步齒輪與螺桿轉(zhuǎn)子作為一個(gè)整體零件進(jìn)行考慮,以齒輪傳動(dòng)中共扼齒輪嚙合理論為基礎(chǔ),通過(guò)改變陰、陽(yáng)轉(zhuǎn)子間的初始相位角,從而實(shí)現(xiàn)螺桿壓縮機(jī)轉(zhuǎn)子嚙合間隙比率的調(diào)整。

螺桿壓縮機(jī)工作時(shí),電機(jī)驅(qū)動(dòng)轉(zhuǎn)子高速轉(zhuǎn)動(dòng),而壓縮機(jī)機(jī)殼的兩個(gè)端面是靜止件,它們之間必然存在一定的端面間隙,而隨著螺桿壓縮機(jī)功率的增大所需調(diào)整的端面間隙也會(huì)增大。螺桿壓縮機(jī)轉(zhuǎn)子在裝配時(shí)很重要的一步就是調(diào)整排氣端面間隙,調(diào)大會(huì)減小壓縮機(jī)排氣量,調(diào)小容易導(dǎo)致轉(zhuǎn)子與排氣端面發(fā)生摩擦。所以,螺桿壓縮機(jī)排氣端面間隙大小是設(shè)計(jì)者根據(jù)工程實(shí)際經(jīng)驗(yàn)確定的。
一般螺桿壓縮機(jī)排氣端面間隙是根據(jù)壓縮機(jī)功率的大小、運(yùn)行工況、轉(zhuǎn)子及其缸體的材料等因素綜合決定的。只要保證螺桿壓縮機(jī)排氣端面間隙在一定的范圍內(nèi)變動(dòng),就能保證壓縮機(jī)正常運(yùn)行。
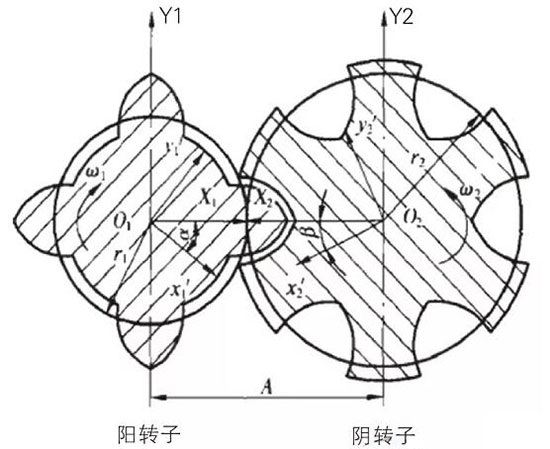
螺桿壓縮機(jī)轉(zhuǎn)子齒面主要用于壓縮氣體,由陰、陽(yáng)兩根轉(zhuǎn)子的齒槽相互嚙合構(gòu)成多個(gè)工作腔。對(duì)于工藝螺桿壓縮機(jī)和干式無(wú)油螺桿壓縮機(jī),其中的陰、陽(yáng)轉(zhuǎn)子工作過(guò)程中并不直接觸摸,兩轉(zhuǎn)子間的動(dòng)力傳遞是經(jīng)過(guò)同步齒輪進(jìn)行的。螺桿轉(zhuǎn)子端面齒形除滿足共軛嚙合和便于加工外,還必須具有小的泄漏三角形和較大的面積利用系數(shù)以及較高的容積效率等。所以,螺桿壓縮機(jī)的轉(zhuǎn)子型線主要由直線、擺線、圓弧、橢圓及拋物線等多段曲線首尾相切組成。螺桿壓縮機(jī)更重要的是轉(zhuǎn)子端面型線,轉(zhuǎn)子型線的好壞決定了螺桿壓縮機(jī)性能的優(yōu)劣。
工藝螺桿壓縮機(jī)和干式無(wú)油螺桿壓縮機(jī)嚙合間隙靠同步齒輪進(jìn)行控制。同步齒輪的主動(dòng)、從動(dòng)齒輪與其對(duì)應(yīng)的為陽(yáng)、陰轉(zhuǎn)子具有相同的節(jié)圓。因?yàn)橹鲃?dòng)齒輪與陽(yáng)轉(zhuǎn)子是靠鍵連接的,可將它們看作一個(gè)整體齒輪。然而從動(dòng)主齒圈及背隙齒圈都套在輪轂上,當(dāng)輪轂與陰轉(zhuǎn)子通過(guò)鍵連接好后,兩齒圈相對(duì)于輪轂及陰轉(zhuǎn)子仍具有可調(diào)性。
對(duì)于一對(duì)特定齒輪副,當(dāng)中心距一定時(shí),齒輪副嚙合側(cè)隙是由齒輪自身特性參數(shù)決定的。同樣,對(duì)于螺桿壓縮機(jī)陰、陽(yáng)轉(zhuǎn)子嚙合而言,在忽略軸承游隙對(duì)中間距微小影響的情況下,螺桿轉(zhuǎn)子嚙合總間隙也為定值。在維修過(guò)程中,對(duì)螺桿壓縮機(jī)嚙合間隙進(jìn)行調(diào)整時(shí),保持陰轉(zhuǎn)子不動(dòng),微調(diào)從動(dòng)齒輪圈,即通過(guò)改動(dòng)同步齒輪的從動(dòng)齒輪圈與陰螺桿轉(zhuǎn)子上輪轂之間的定位銷的位置,使陰、陽(yáng)螺桿轉(zhuǎn)子嚙合初始相位角發(fā)作細(xì)小的改動(dòng),進(jìn)而完成對(duì)螺桿轉(zhuǎn)子節(jié)點(diǎn)上的追趕面間隙和非追趕面空隙進(jìn)行再分配。
松開從動(dòng)齒輪圈與輪毅之間的緊固螺栓及定位銷,使其靈活可動(dòng)。通過(guò)盤車使陰、陽(yáng)轉(zhuǎn)子緊密接觸,準(zhǔn)確測(cè)量出陰、陽(yáng)轉(zhuǎn)子嚙合的總間隙。用希望的間隙值與總間隙算出追趕面間隙的差值,然后通過(guò)盤車將與追面間隙差值相等或相近的塞尺夾在陰、陽(yáng)轉(zhuǎn)子的追趕面嚙合區(qū)間。在調(diào)整時(shí)可用銅棒擊打同步齒輪上的螺桿,直到塞尺被壓緊停止。
將從動(dòng)齒輪圈轉(zhuǎn)到與主動(dòng)齒輪剛好嚙合的位置,注意如有必要可將齒輪側(cè)隙徹底放置在嚙合齒的一側(cè),并擰緊從動(dòng)齒輪圈與輪轂之間的緊固螺栓。抽出陰、陽(yáng)轉(zhuǎn)子間的塞尺,此時(shí)的間隙即為陰、陽(yáng)轉(zhuǎn)子齒面嚙合間隙,但為穩(wěn)妥起間,需要一邊盤車一邊用塞尺逐一查看,并細(xì)心測(cè)量轉(zhuǎn)子各部位的嚙合間隙。
螺桿空壓機(jī)的陰、陽(yáng)轉(zhuǎn)子嚙合總間隙較大,所以其裝置間隙比率的可調(diào)幅度就大。一般來(lái)說(shuō),螺桿壓縮機(jī)間隙比率應(yīng)控制在0.8~1.2絲之間。其實(shí),螺桿壓縮機(jī)高速轉(zhuǎn)動(dòng)時(shí),因?yàn)辇X形的熱變形及齒輪齒面的磨損等因素,追面間隙趨向于減小,非追面間隙趨向于增大。為確保壓縮機(jī)長(zhǎng)時(shí)間可靠運(yùn)轉(zhuǎn),維修時(shí)將追面間隙調(diào)大一點(diǎn),非追面空隙調(diào)小一點(diǎn),使追面間隙與非追面間隙的比值位在1.0~1.2之間更為合理。
螺桿壓縮機(jī)嚙合間隙的調(diào)整,是整個(gè)維修中為之關(guān)鍵的一步,直接關(guān)系到螺桿壓縮機(jī)能否正常運(yùn)轉(zhuǎn),是一項(xiàng)難度較大的作業(yè),有時(shí)需要反復(fù)調(diào)整才能符合要求。上述不同于傳統(tǒng)思路,采用逆向思想,預(yù)先給定轉(zhuǎn)子的初始相位,然后調(diào)整從動(dòng)齒輪圈與主動(dòng)齒圈嚙合間隙并用緊固螺栓固定。正常情況下,這種辦法能夠直接得到符合要求的螺桿壓縮機(jī)嚙合間隙,減少了重復(fù)測(cè)量間隙和調(diào)整從動(dòng)齒圈的時(shí)間,有效地縮短了維修周期。